 English
EnglishSmussi
G
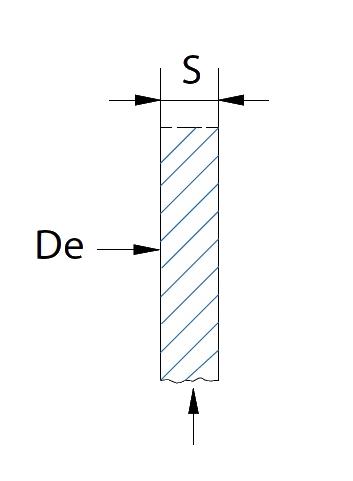 Bordi grezzi
Bordi grezziI
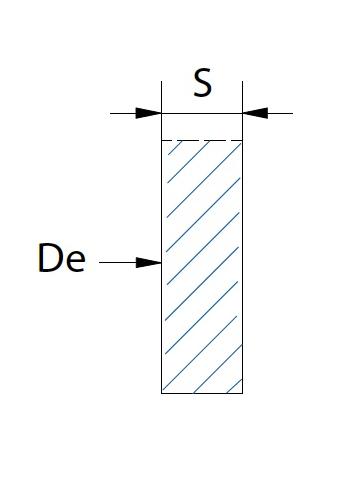 Bordi rifilati piani
Bordi rifilati pianiVE
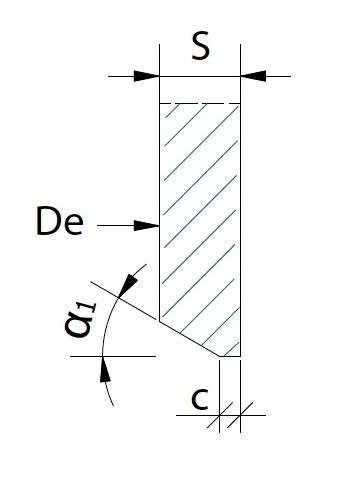
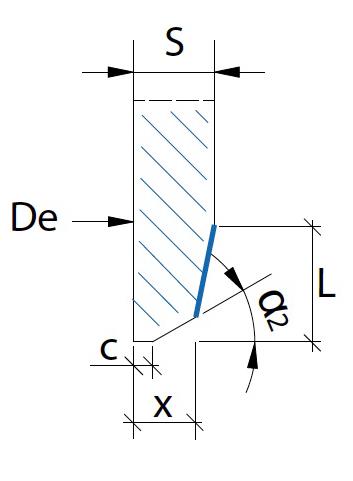
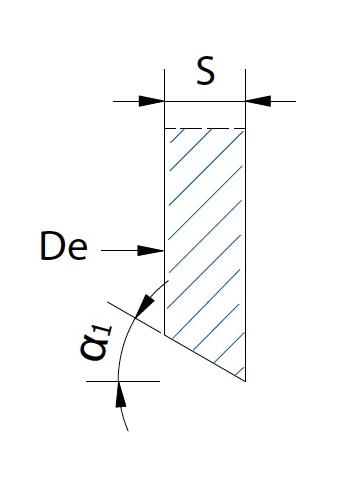 Smusso esterno
Smusso esternoVI
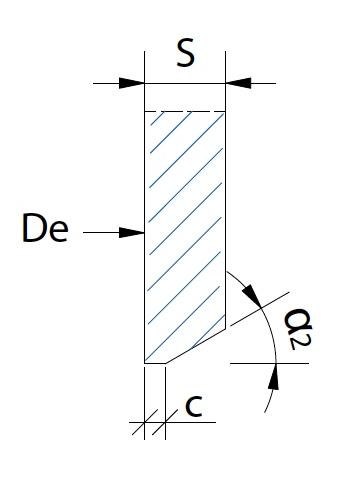
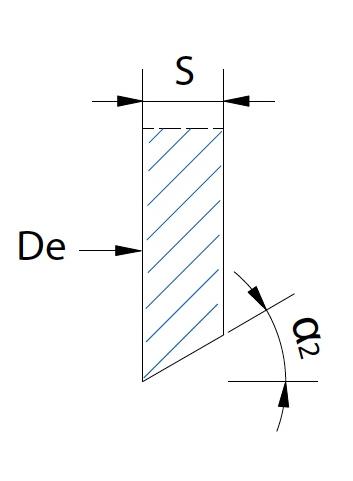 Smusso interno
Smusso internoYE
 Smusso esterno
Smusso esternocon spalla
YI
 Smusso interno
Smusso internocon spalla
DV
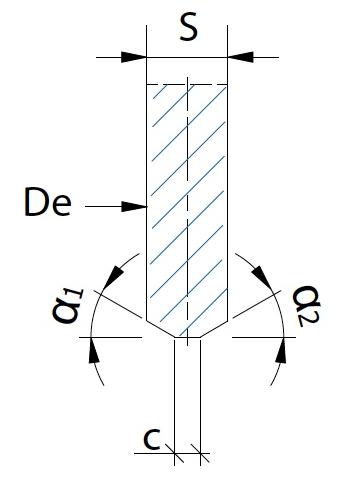 Smusso a X
Smusso a Xsimmetrico
2/3 DVI
 Smusso a X
Smusso a X2/3 interno
2/3 DVE
 Smusso a X
Smusso a X2/3 esterno
RE
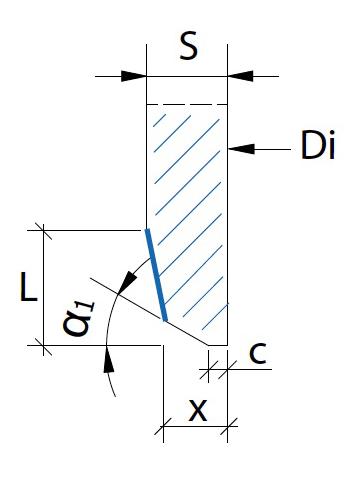 Rastrematura
Rastrematuraesterna
RI
 Rastrematura
Rastrematurainterna
- Produzione
- Prodotti e Schede Tecniche
- Tipi di lavorazioni
- Smussi
- Materiali di costruzione
- Servizi
- Flusso di lavorazione
- Settori di applicazione
Note
La fattibilità della cianfrinatura dipende dallo spessore e dal materiale del prodotto.
Tutti gli smussi vengono eseguiti di plasma oppure ossitaglio.
L’inclinazione dello smusso non può superare i 45°.
Gli smussi a «X» e la rastrematura sono consigliabili per spessori =/> di 15mm.